
Vacuum box testing is a non-destructive examination (NDE/NDT) used for locating welding leaks. A vacuum box and a compressor create a high or low-pressure vacuum and a detergent solution is applied to the test area. The detergent bubbles help to identify the leaks within the created pressure envelope.
The main objective of the Vacuum box testing technique is to locate leaks in welds due to through-thickness discontinuities. This is accomplished by applying a solution to a weld and creating a differential pressure across the weld causing the formation of bubbles as leakage gas passes through the solution. This testing is to be performed prior to any main vessel or tank testing following the completion of all welding. This article will briefly explain the leak testing procedure using the vacuum box method that can be used for all metals.
Required Equipment for Vacuum Box Testing
The vacuum box test method employs the following equipment for welding checks
- a compressor: approximate flow 6 m3 per minute under 7 bar
- An air pipe between the compressor and vacuum box.
- A vacuum box, which enables it to obtain a depression of 500 m-bar, can be controlled by means of a vacuum manometer located on the box. The manometer shall have a range of 0 psi (0 m-bar) to 15 psi (1020 m-bar).
- A liquid detergent mixed with water makes soapy water.
- Bubble solution which produces a film. That does not break away from the area to be tested and the bubbles formed shall not break rapidly due to air drying or low face tension.
- Soups or detergents for cleaning shall not be used.
- If the ambient temperature is below freezing, add ethylene glycol to the solution (antifreeze).
- General lighting or individual lighting if necessary. The minimum light level shall be 100 foot-candles (1000 lux)
- A brush (diameter not less than 50 mm)
- A metallic brush and/or a grinding machine.
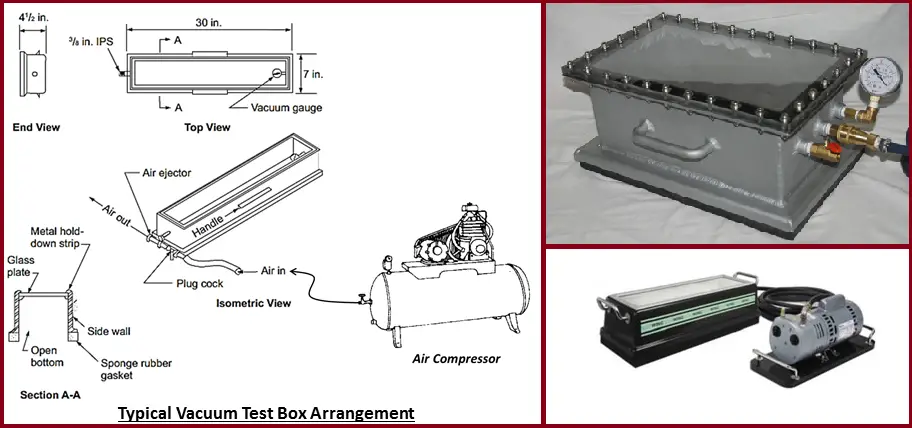
- Fig. 1 shows a typical vacuum test box arrangement.
Vacuum Testing Procedure
- Remove weld slag. Mud dirt and other debris from the weld joint may prevent bubble formation. This is achieved, if necessary, by strong brushing.
- If freezing weather conditions exist at the time of the test, heat the weld joint to be vacuum box tested until the metal is slightly warm to the hand in order to avoid any ice, that could possibly be plugging existing leaks. Limit the areas heated to those which can be tested before the metal cools to freezing temperatures. The temperature of the part to be examined shall not be below 40 f (5 ˚c) nor above 125 f (52 ˚c ) during the examination.
- Provide adequate lighting for this examination.
- Apply leak detector soap solution to the weld in a continuous film relatively free of bubbles about 20 inches (500 mm) and on about 4 inches (100 mm) wide. This must be achieved at least 1 minute before applying the vacuum box test.
- Put the vacuum box on the area to be examined:
- Open the valve of the air ejector.
- Press on the vacuum box in order to seat it on the plate.
- Check the pressure on the vacuum box manometer: between 204 m-bar (3 psi) and 340 m-bar (5 psi) Note: the API 620 requirement is a partial vacuum of at least 3 psi.
- Observe the detector solution for leakage for at least 10 seconds. If there is any leakage, bubbles will appear through the Plexiglas of the vacuum box.
- Repeat again the operation after having displaced the vacuum box on the welds to be examined. Overlap successive settings of the vacuum box should be at least 50 to 100 mm ( 2 inches to 4 inches), to assure complete coverage of the weld inspected (thickness of the sponge rubber gasket of the vacuum box is about 30 to 35 mm)
- When testing large areas, such as roof or bottom joints, mark inspected areas to prevent missing an area of the weld.
Acceptance Criteria for Vacuum Test Welding
The presence of continuous bubble formation or growth on the surface being examined indicates leakage through an orifice passage(s) in the area under examination. Any indicated leakage shall be considered unacceptable. Some large leaks may not be detected by bubble formation because the strong stream of air may break the bubble film as soon as it forms. To avoid missing this type of leak, the pressure shall be monitored for a variation (decrease).
Repairs after the vacuum test
All indicated leaks, regardless of size, shall be marked and repaired by relieving the pressure, removing the defective weld, and re-welding using qualified welding procedures, welders, and welding operators, and the repaired area shall be retested by the same steps stated above.
Report: For all leak testing by means of the vacuum box testing method, one report is established by the examiner. This report is reviewed and signed by the constructor quality control supervisor.
thanks for the info, but i was looking for the type of soap/sut materials the is suited for the testing process
Thanks
We use Joy or Dawn dish soap diluted in water. Doesn’t need to be very concentrated, just enough to make it sudsy.
Thanks a lot for this valuable information
I would like to know whether the following information are correct for Vacuum Test ?
A. Compressor will give a certain volume of Air into the Vacuum Box thru the AIR IN point .
B. Air Out Point is for to out the excess Air from the system
C. Air Ejector Point to to allow the air to go out from the Box itself while the system is under vacuum.
D. A Handle is shown in your sketch . Is it just to hold or carry the vacuum box or it has some significant role for the testing ?
good afternoon (in Brazil)
Could you send us a sketch so that we could build a vacuum box? How would the sides of the top cover be closed? And the bottom rubber which model?
where can i purchase a vacuum box? im in the norfolk virginia area and trying to find something local..
Hi! We are an exclusive manufacturer of vacuum box in Russia, we have the largest assortment in the world. Our boxes are used in the construction of nuclear power plants in Bangladesh and Egypt and of course in Russia.
Dear Anup Kumar , we are interested in knowing the manufacturer of vacuum chambers, like the one in the photo, because we use, thank you.