
Centrifugal compressors are considered to be one of the most critical pieces of equipment in the piping industry. For increasing the pressure of gaseous fluids centrifugal compressors are widely used in refineries and petrochemical complexes. From a stress analysis point of view, the compressor systems are critical because:
- Equipment being rotary is prone to vibration.
- The allowable nozzle loads are very less. Normally combined suction and discharge nozzle analysis is required to be performed.
- As the pressure increases due to compression the pipe thickness increases which increases the rigidity of the connected pipe and automatically the loads at the nozzle increase.
However, the good part is that normally compressor connected pipes do not have much temperature.
In this article, I will try to explain the procedure to analyze the method followed to analyze such systems.
Inputs required for Compressor Piping Stress Analysis
The following documents are required while analyzing a compressor-connected piping system.
- Process P&ID.
- Line List for line parameters.
- Pipe Material Specification.
- Equipment Vendor GA drawing.
- Suction and discharge nozzle displacements in proper axes with direction.
- Line isometrics.
- Allowable nozzle loads.
Building the Compressor piping system in Caesar II
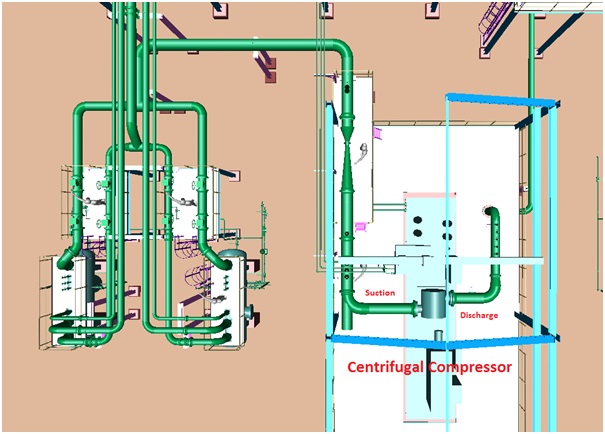
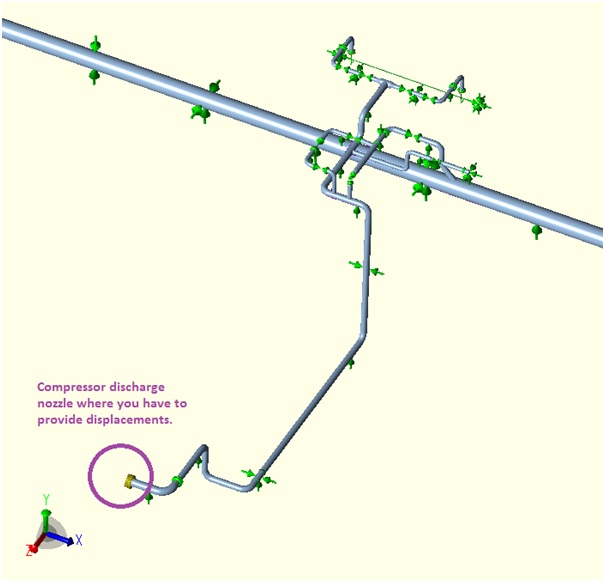
In Fig. 1, a typical piping model connected to a centrifugal compressor and scrubber is shown. If we have to analyze such systems then the following steps have to follow:
- Model the pipe from isometrics in a similar way as you normally do for the other systems. Use Line parameters from PMS and Line List. If the line is insulated then take the exact density of the insulating material as that value will impact the analysis. If the fluid density is available then use it otherwise leave it blank (zero density as usually gas). A Caesar plot of the above system is shown below for your reference.
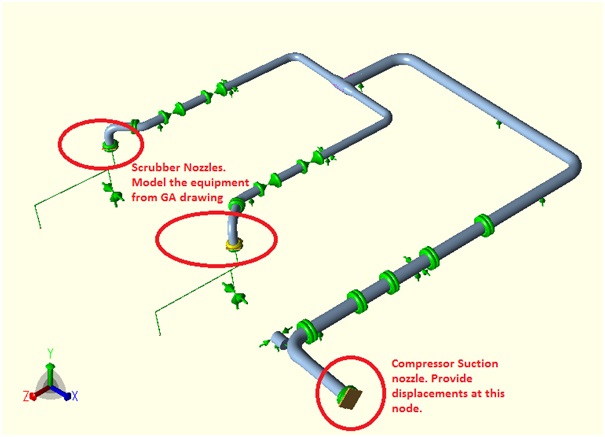
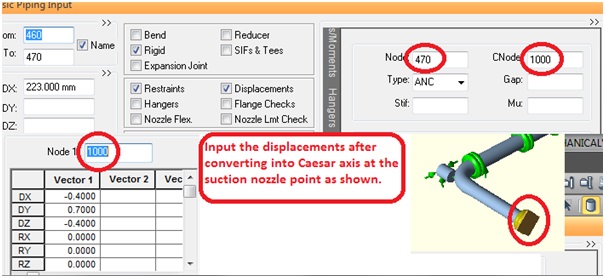
- It is very difficult to model the compressor using GA drawings and get the actual thermal displacements at the nozzle points. So the vendor provides the thermal displacement values at operating temperature. So now find the compressor nozzle displacements from GA drawing or mail communications and input the same at the compressor nozzle node as shown in Fig 3.
- Model the scrubbers taking data from Vendor GA.
- Now prepare all the load cases and run the system statically to check the results. Make the system stresses within the code’s allowable limit. Make scrubber nozzles within vendor allowable. Refer to the next paragraphs for compressor nozzle qualification.
In general practice, compressor nozzles are to be qualified by API 617 or NEMA SM23. There are three separate checks to ensure the proper working of the compressor.
- Individual component forces (Fx, Fy, Fz and Mx, My, Mz, each component at each nozzle) at the nozzle point must be within the limit specified in the code. (For equations refer to annex 2E of API 617)
- The resultant force and resultant moment of each nozzle (suction and discharge separately) must be within the limit specified in the code. (For equations refer to annex 2E of API 617)
- The combined resultants of the forces and moments of the inlet, sidestream, and discharge connections resolved at the centerlines of the largest connection (resolution point) should not exceed the limit specified in the code. (For equations refer to annex 2E of API 617)
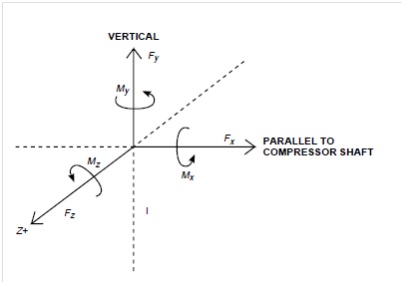
Always remember that the Caesar axis and API axis may not be the same. So you need to convert the allowable forces into the proper Caesar axis and then compare. The API 617 axis system is reproduced in Fig. 4 for your reference.
Sometimes vendor allows using some factor. Always check with the vendor at an early stage of the project and agree on this.
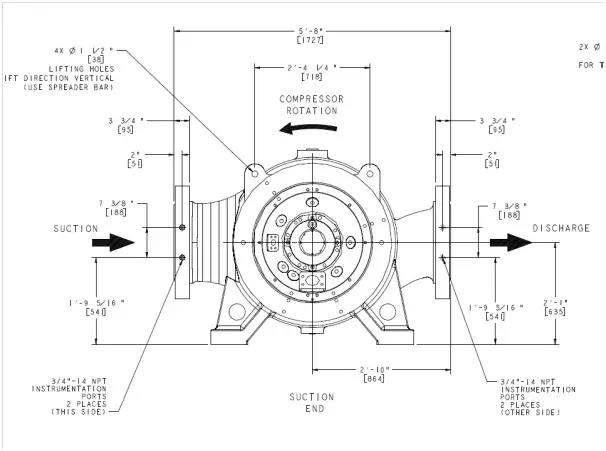
The resolution point is the point with respect to which all forces and moments of suction and discharge nozzles will be resolved for a combined study. As per the code, it is the flange face of the largest compressor nozzle (normally the suction nozzle). Measure the position (dimensions) of the other nozzle with respect to this point for a combined study. A typical diagram showing suction and discharge nozzles from a GA drawing is reproduced in Fig. 5 for your understanding.
Qualification of Compressor Nozzles
From the above paragraph, it is clear that to qualify the compressor nozzles you need to model and analyze the discharge nozzle and connected piping system (discharge side piping is shown in Fig. 9). So follow the same procedure as mentioned for the suction nozzle and analyze.
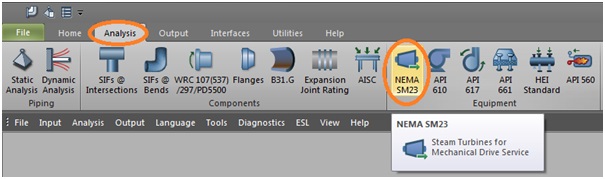
Compressor nozzle loads are checked in the NEMA SM23 module of Caesar. To perform the same click on Analysis and then NEMA SM23 as shown in Fig 6.
The module will open the spreadsheet (Shown in Fig. 7) where you have to enter the parameters of suction and discharge nozzles, loads at suction and discharge nozzle, and distance from the resolution point. Enter the factor of allowable increase if the vendor allows doing so. Normally as per API 617, the value is 1.85
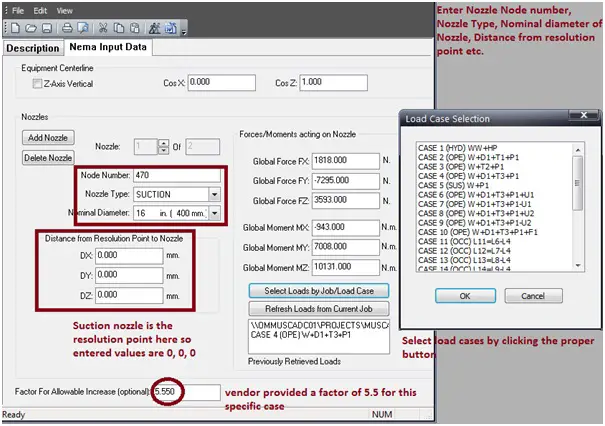
If you provide a node number Caesar will automatically select the loads from your static analysis upon clicking the proper load case.
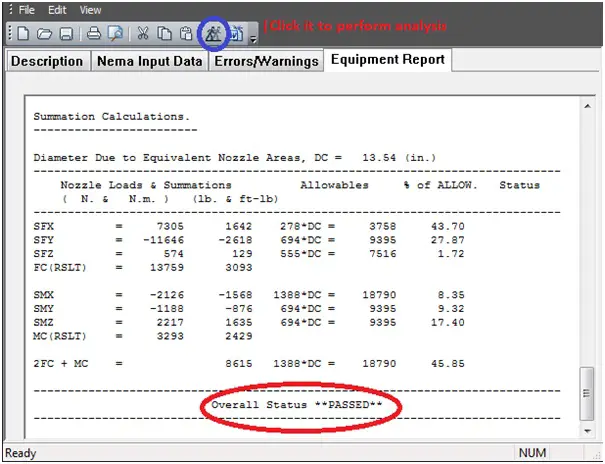
After loads are provided for both the suction and discharge nozzle click on the run button to see the analysis results. It will show the results as passed or failed. If failed check the reason for failure and reduce the same force or moment value to get it qualified. A typical output report is shown in Fig. 8 for your reference.
Additional considerations for Compressor Piping Analysis
- Perform alignment check (Anchor free analysis) in a separate file and keep nozzle movements within the limit as specified in API RP 686.
- In most cases supports near compressor suction and discharge nozzles are Spring hangers. So, Create an additional load case as WNC+H- (SUS) type and qualify the nozzles in that case too.
- Normally Compressor nozzles are qualified in operating temperature (and sustained) only. However, if the client asks you have to do so in the design temperature case.
- If variable springs are used to qualify Compressor nozzles to keep the variability as low as possible (less than 10%).
- Normally modal frequency analysis is not required for centrifugal compressor-connected systems.
- In general, Compressor nozzles are not required to qualify in occasional load cases.
- Don’t forget to request nozzle displacements at the early stage of the project.
Few more useful resources for you…
Articles related to Compressor
Articles Related to Pumps
Piping Design and Layout Basics
Piping Stress Analysis Basics
Piping Materials Basics
Articles Related to Mechanical Design
Articles Related to Process Design
Articles Related to Heat Exchanger
I would like to know further on water hammer analysis.
Requesting you to throw some light on water hammer analysis.
Could you please post an article about how to model pumps, compressors and vessels in Caesar II!!Since I am starting to use it to model piping systems and do not know how to model equipment piping . what is the systematic way to go by it in modeling these equipment?
I really appreciate your time and effort that you put in your articles to enlighten us about piping engineering.
thanks
The rotational ones must always zero? That is, the thermal expansion of the equipment only produces displacements?
The rotational RX, RY and RZ must always zero? That is, the thermal expansion of the equipment only produces displacements?
Please cover a topic on Reciprocating Compressor.
Why spring variability is considered low, as 10 % in case of variable spring ?
Is due to inc variability spring rate also inc and load difference is more in operating and cold load?
Please make a post on reciprocating compressor analysis as well.