In the world of plumbing and construction, copper pipes and tubes have held an enduring reputation for their exceptional qualities and applications. These versatile tubes are a testament to the harmony between form and function, quietly fulfilling essential roles in plumbing, heating, cooling, and beyond. These unassuming metal conduits possess a multitude of attributes that make them indispensable components of various industries. In this article, we’ll delve into the world of copper pipes and tubes, exploring their characteristics, applications, advantages, and their role in shaping the modern world.
A Brief History
Copper, one of humanity’s oldest metals, has been in use for millennia. The ancient Egyptians, Greeks, and Romans recognized its unique properties and utilized it for various purposes. The innovation of shaping copper into pipes is believed to date back to around 2750 BC when the Egyptians used them for conveying water. These early applications set the stage for the evolution of copper pipes into the modern plumbing marvels we know today.
Properties That Make Copper Pipes Stand Out
Superior Conductivity:
One of copper’s most renowned traits is its exceptional conductivity, whether it’s heat or electricity. This makes copper pipes and tubes highly efficient conduits for transferring heat in heating and cooling systems. They ensure rapid and even distribution of thermal energy, contributing to the efficiency of modern HVAC systems.
Impressive Durability:
Copper’s innate resistance to corrosion makes it a reliable choice for long-lasting pipes and tubes. Unlike other metals that succumb to rust and decay, copper pipes maintain their integrity even in challenging environments, reducing the need for frequent replacements and costly repairs.
Anti-Microbial Properties:
Copper’s natural ability to resist bacteria growth has been acknowledged for centuries. This attribute is a game-changer in industries requiring impeccable sanitation, such as healthcare facilities and potable water supply systems. Copper pipes and tubes actively help in preventing the spread of harmful microorganisms.
Malleability and Formability:
Copper’s malleability allows it to be shaped into intricate forms without compromising its structural integrity. This adaptability makes it a favorite for architects and designers, enabling the creation of visually appealing piping layouts that can become design elements themselves.
Common Applications of Copper Pipes and Tubes
Water Supply Systems:
Copper pipes are a staple in plumbing systems for transporting potable water. Their resistance to corrosion ensures the purity and safety of the water supply, and their ease of installation makes them a preferred choice for both residential and commercial projects.
HVAC Systems:
Copper pipes play a crucial role in heating, ventilation, and air conditioning (HVAC) systems. Their heat conductivity makes them ideal for distributing warmth, while their malleability allows for intricate designs in air conditioning systems.
Gas Lines:
Copper pipes are also used to transport natural gas and propane. Their durability and ability to handle high pressure make them a secure option for gas supply lines.
Solar Thermal Systems/Renewable Energy:
In the realm of renewable energy, copper pipes find their place in solar thermal systems. They help transfer heat from solar panels to the water, contributing to efficient heating solutions.
Types of Copper Pipes
Copper pipes can be categorized depending on various parameters as listed below:
Based on the Pipe Thickness there are four types of copper pipes; Type DWV Copper Pipe, Type M Copper Pipe, Type L Copper Pipe, and Type K Copper Pipe.
Type DWV Copper Pipe
The term DWV comes from the main application of these types of copper tubes. DWV stands for drain, waste, and vent. So basically, type DWV is the thinnest available copper pipe and is only suitable for unpressurized applications, such as drain, waste, and vent services. In the United States, DWV copper pipes have yellow or light orange colored printing with common sizes being 1+1⁄4, 1+1⁄2, and 2-inches.
Type M Copper Pipe:
This is a thinner and the most economical type of copper pipe. It’s commonly used in residential water supply systems, including hot and cold water lines. Due to its thinner walls, it’s not recommended for underground or outdoor installations, as it might be more susceptible to damage and corrosion. In the United States, Type M Copper tubes usually have red-colored printing.
Type L Copper Pipe:
Type L pipes have thicker walls compared to Type M, providing added durability and resistance. This makes them suitable for both indoor and outdoor applications, including water supply lines, refrigeration, and HVAC systems. In the United States, Type L copper pipes usually have blue-colored printing.
Type K Copper Pipe:
Type K pipes have the thickest walls among the common types of copper pipes. They are incredibly durable and can withstand high pressures, making them suitable for harsh conditions, such as underground installations, underground water mains, and commercial applications. In the United States, Type K copper pipes usually have green-colored printing.
Note that the above-mentioned copper pipe types vary in different countries. To substantiate,
- In Europe Copper pipes and tubes are classified as “Type X Copper Pipe”, “Type Y Copper Pipe”, and “Type Z Copper Pipe” based on EN 1057 standard.
- In Australia, the classification of copper tubing is “Type A”, “Type B”, “Type C”, and “Type D”.
Depending on the rigidity of copper pipes and tubes, they are classified as follows:
- Soft Copper Pipes and
- Rigid Copper Pipes
Soft Copper Pipe:
A soft copper pipe, also known as flexible copper tubing or ductile copper pipes is a pliable and malleable tube made from copper that is annealed (heat-treated) to enhance its flexibility. This type of pipe is easily bent and shaped by hand, allowing it to navigate corners, obstacles, and tight spaces with ease. Soft copper pipes are often used in situations where intricate routing is required, such as in residential water supply lines or HVAC systems. While they excel in flexibility and ease of installation, they are better suited for low-pressure and low-temperature applications due to their thinner walls. Despite their limitations, soft copper pipes are advantageous in scenarios where quick repairs, adaptability, and reduced need for fittings are essential.
Due to the annealing heat treatment, soft copper tubes are more expensive to produce as compared to non-annealed, rigid copper tubing. It is the only type of copper tubing that is used for flare connections. For refrigerant lines in split-system air conditioners and heat pumps, soft copper tubes are the most popular choice.
Rigid Copper Pipe:
A rigid copper pipe is a strong and durable pipe made from copper that maintains its shape and structural integrity after installation. These pipes have thicker walls compared to their soft counterparts, allowing them to withstand higher pressure and temperature levels. Rigid copper pipes are commonly used for main water supply lines, gas lines, and industrial applications. While less flexible than soft copper pipes, they offer superior strength, longevity, and stability. However, their installation requires careful planning, precise measurements, and the use of specialized tools for cutting, bending, and soldering. Rigid copper pipes are favored for their ability to handle demanding conditions and provide reliable, long-lasting performance.
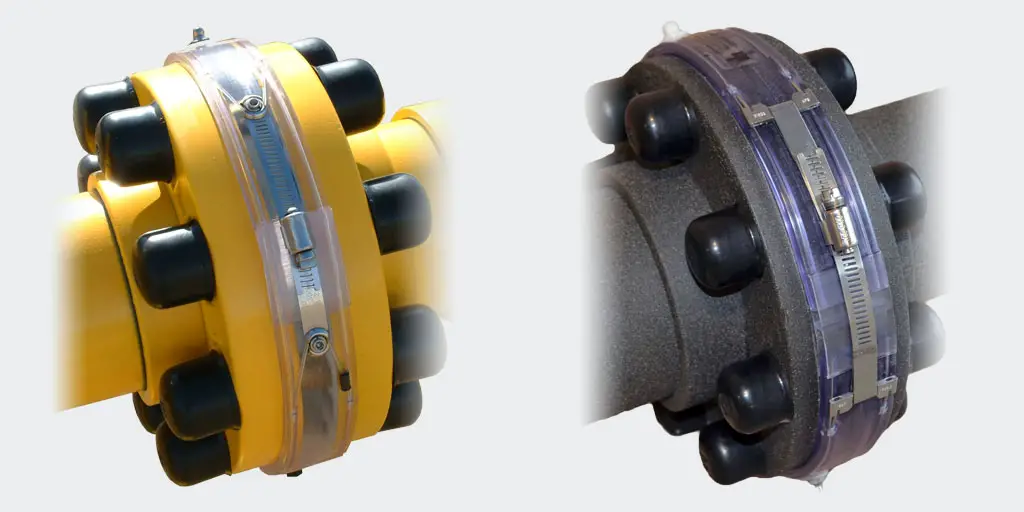
Fig. 1 below shows a typical example of a copper piping system:

Copper Pipe Joining Methods
Copper pipes can be joined using various methods, each with its own set of advantages, applications, and considerations. The choice of joining method often depends on factors such as the type of copper pipe, the intended use, the level of expertise, and the specific requirements of the project. Here are some common copper pipe joining methods:
Soldering (Sweating):
Soldering is one of the most traditional and widely used methods for joining copper pipes. It involves heating the joint area with a propane torch and applying solder, a low-melting-point alloy, to create a watertight seal. This method requires skill and proper preparation to ensure a reliable connection. Soldering is commonly used for water supply lines, heating systems, and other non-pressurized applications.
Solder provides a quicker and less expensive joining solution for copper pipes and tubes than compression or flare fittings. The term sweating is also used to describe the process of soldering copper pipes. The filling material that is used for the joints of copper tubes usually has a melting point that is below 427 °C (800 °F).
Brazing:
Similar to soldering, brazing uses a higher-melting-point filler metal, often brass or another copper alloy, to create a strong joint. Brazing is typically employed in situations where higher strength and heat resistance are required, such as in HVAC systems or industrial applications. The filling material that is used for the copper pipe joints has a melting point of> 427 °C (800 °F ).
Compression Fittings:
Compression fittings consist of a nut and a ring (ferrule or olive) that compress around the copper pipe and create a seal when the nut is tightened. This method is relatively simple and doesn’t require heat or solder, making it suitable for DIY projects and situations where disassembly might be necessary.
Compression connections generally don’t provide the extended lifespan characteristic of sweat connections; however, they hold distinct benefits due to their simplicity of creation using fundamental tools. An inherent drawback of compression connections lies in their relatively longer setup time compared to sweat connections, occasionally necessitating periodic re-tightening to prevent leakage.
Push-Fit (Quick Connect) Fittings:
Push-fit fittings, Push-to-Connect, push-to-lock, or simply push fittings are designed for easy installation by simply pushing the copper pipe into the fitting. The fitting’s internal components create a secure connection without the need for solder or tools. These fittings are suitable for both copper and other types of pipes, offering convenience and versatility.
Flare Fittings:
Flare fittings are used with soft copper tubing and involve flaring the end of the tube and connecting it to a matching fitting. The joint is sealed using a flare nut and creates a secure connection, often used in gas lines, refrigeration systems, and air conditioning. Flare connections are a labor-intensive copper pipe joining method but are quite reliable.
Press Fittings:
Press fittings or crimped connections utilize a specialized tool to press a fitting onto the copper pipe, creating a watertight and secure connection. This method is efficient and reliable, making it popular in commercial and residential plumbing projects. They are basically special copper fittings that are permanently attached to rigid copper tubing with a manual or powered crimper. They are long-lasting.
Welding:
In specialized applications, such as industrial settings or large-diameter pipes, welding can be used to join copper pipes. This method involves melting the ends of the pipes and fusing them together.
Mechanical Joints:
Mechanical joints use devices like clamps or couplings to connect copper pipes without the need for soldering or other forms of heating. These joints are often used in underground or hard-to-reach areas.
Copper Pipe Sizes
Copper pipes come in various sizes, which are commonly referred to using two different measurements: the outside diameter (OD) and the nominal size. The nominal size is used to identify the pipe’s approximate inner diameter, while the outside diameter is the actual measurement of the pipe’s outer circumference. The following Table (Reference: https://en.wikipedia.org/) provides some of the common copper pipe sizes as per the U.S., Canadian, and Indian systems used for the plumbing industry.
| Copper Tubing Sizes (CTS) for Plumbing | ||||
|---|---|---|---|---|
| Nominal size | Outside diameter (OD) [in (mm)] | Inside diameter (ID) [in (mm)] | ||
| Type K | Type L | Type M | ||
| 1⁄4 | 3⁄8 (9.5) | 0.305 (7.747) | 0.315 (8.001) | |
| 3⁄8 | 1⁄2 (12.7) | 0.402 (10.211) | 0.430 (10.922) | 0.450 (11.430) |
| 1⁄2 | 5⁄8 (15.875) | 0.528 (13.411) | 0.545 (13.843) | 0.569 (14.453) |
| 5⁄8 | 3⁄4 (19.05) | 0.652 (16.561) | 0.668 (16.967) | 0.690 (17.526) |
| 3⁄4 | 7⁄8 (22.225) | 0.745 (18.923) | 0.785 (19.939) | 0.811 (20.599) |
| 1 | 1+1⁄8 (28.575) | 0.995 (25.273) | 1.025 (26.035) | 1.055 (26.797) |
| 11⁄4 | 1+3⁄8 (34.925) | 1.245 (31.623) | 1.265 (32.131) | 1.291 (32.791) |
| 11⁄2 | 1+5⁄8 (41.275) | 1.481 (37.617) | 1.505 (38.227) | 1.527 (38.786) |
| 2 | 2+1⁄8 (53.975) | 1.959 (49.759) | 1.985 (50.419) | 2.009 (51.029) |
| 21⁄2 | 2+5⁄8 (66.675) | 2.435 (61.849) | 2.465 (62.611) | 2.495 (63.373) |
| 3 | 3+1⁄8 (79.375) | 2.907 (73.838) | 2.945 (74.803) | 2.981 (75.717) |
In general, the most widely used standard copper pipe sizes range from ½ inch to 2 inches.
- 1/2 inch (0.5 inches) Copper Pipe: One of the most versatile sizes, it’s used for a wide range of applications, including residential water supply lines, shower installations, and irrigation systems.
- 3/4 inch (0.75 inches) Copper Pipe: Used for larger water supply lines, outdoor irrigation systems, and some larger appliances like washing machines.
- 1 inch (1.0 inch) Copper Pipe: Typically used for main water supply lines, larger irrigation systems, and commercial plumbing applications.
- 1 1/4 inch (1.25 inches), 1 1/2 inch (1.5 inches), 2 inches Copper Pipe: These larger sizes are used for industrial applications, larger plumbing systems, and areas requiring high water flow.
Copper Pipe Fittings
Copper pipe fittings are essential components used to connect and control the flow of copper pipes in various plumbing and HVAC systems. These fittings come in a wide range of shapes, sizes, and configurations, allowing for precise customization and adaptation to different applications. Here are some common types of copper pipe fittings:
- Elbow Fittings: Elbow fittings are L-shaped connectors that allow pipes to change direction at a 90-degree or 45-degree angle. They are useful for navigating corners and obstacles in plumbing systems.
- Tee Fittings: Tee fittings have a T-shape, allowing one main pipe to split into two branches at a 90-degree angle. They are often used to create connections for additional fixtures or pipes.
- Coupling Fittings: Couplings are used to join two pipes of the same diameter in a straight line. They are helpful for extending pipe lengths or repairing sections of a copper pipe.
- Reducer Fittings: Reducer fittings allow for a seamless transition between pipes of different sizes. They are useful when connecting pipes with varying diameters.
- Union Fittings: Union fittings consist of two coupling halves joined by threads, allowing for easy disassembly and reassembly of pipes. They are handy in situations where pipes need to be disconnected for maintenance or repairs.
- Adapter Fittings: Adapter fittings facilitate connections between pipes of different materials or sizes. They are useful for transitioning between copper and other types of pipes.
- Cap and Plug Fittings: Cap fittings seal the end of a pipe, while plug fittings are used to close off openings in a fitting. They are employed to stop the flow or prevent debris from entering the system.
- Flare Fittings: Flare fittings are used with soft copper tubing and involve flaring the end of the tube for a secure connection. They are common in gas lines and refrigeration systems.
- Compression Fittings: Compression fittings include a nut and ferrule that compress around the pipe, creating a watertight seal when the nut is tightened. They are convenient for DIY projects and require no heat or soldering.
- Push-Fit (Quick Connect) Fittings: Push-fit fittings allow pipes to be inserted into the fitting, creating a secure connection. These fittings are easy to install and require no tools or soldering.
- Cross-Fittings: Cross fittings are shaped like a “+” and are used to create branching connections in plumbing systems, typically at 90-degree angles.
- Valves: Valves control the flow of water or other fluids in a system. They can be used to start, stop, or regulate the flow and come in various types, including ball valves, gate valves, and globe valves.
Fig. 2 below shows some typical copper pipe fittings.

Advantages of Choosing Copper Pipes
- Longevity: Copper pipes can last for decades, reducing the need for frequent replacements and maintenance.
- Safety: The antimicrobial properties of copper pipes contribute to a cleaner and safer water supply.
- Energy Efficiency: Their excellent heat conductivity supports energy-efficient heating and cooling systems.
- Aesthetic Appeal: Copper pipes can add a touch of elegance to interior designs, especially in exposed piping layouts.
- Sustainability: Copper is a recyclable material, making copper pipes and tubes an environmentally responsible choice.
Conclusion
Copper pipes and tubes have stood the test of time, proving their worth as indispensable components in various industries. Their blend of durability, versatility, and aesthetic appeal continues to make them a top choice for plumbers, engineers, and designers alike. As technology advances, copper pipes remain a symbol of the seamless integration of ancient wisdom and modern innovation in the world of construction and plumbing. Whether hidden behind walls or proudly displayed, copper pipes are more than just conduits—they’re a testament to the marriage of functionality and beauty.